Select Service


Before uploading your file, we recommend reviewing our design guidelines .
Resin Printing Price
For high-volume orders (10+ pcs), Pressure Casting is more cost-effective for production runs.
Pressure Casting Price
Our Services
We specialize in two primary manufacturing processes, optimized for prototyping and low-volume production runs.
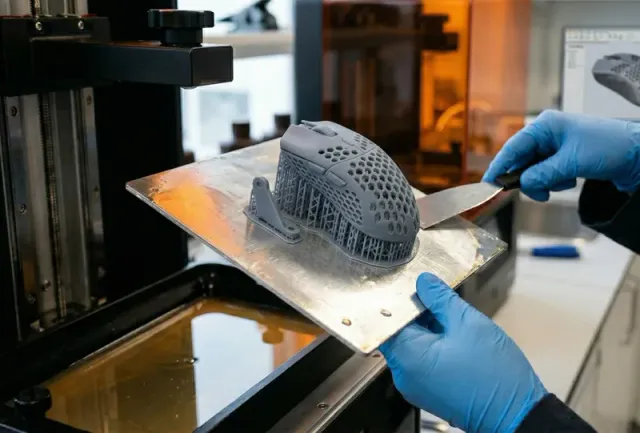
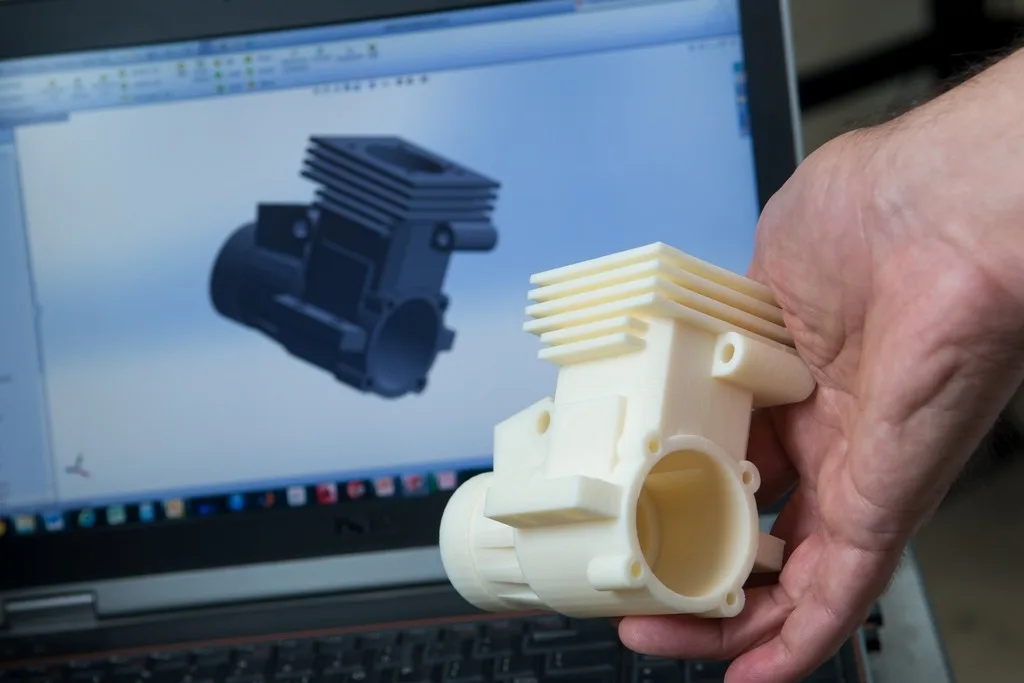
SLA Resin Printing
Stereolithography (SLA) delivers the highest resolution and smoothest surface finish of all 3D printing technologies. Perfect for intricate details, concept models, and functional prototyping requiring tight tolerances.
Explore SLA Resin Printing
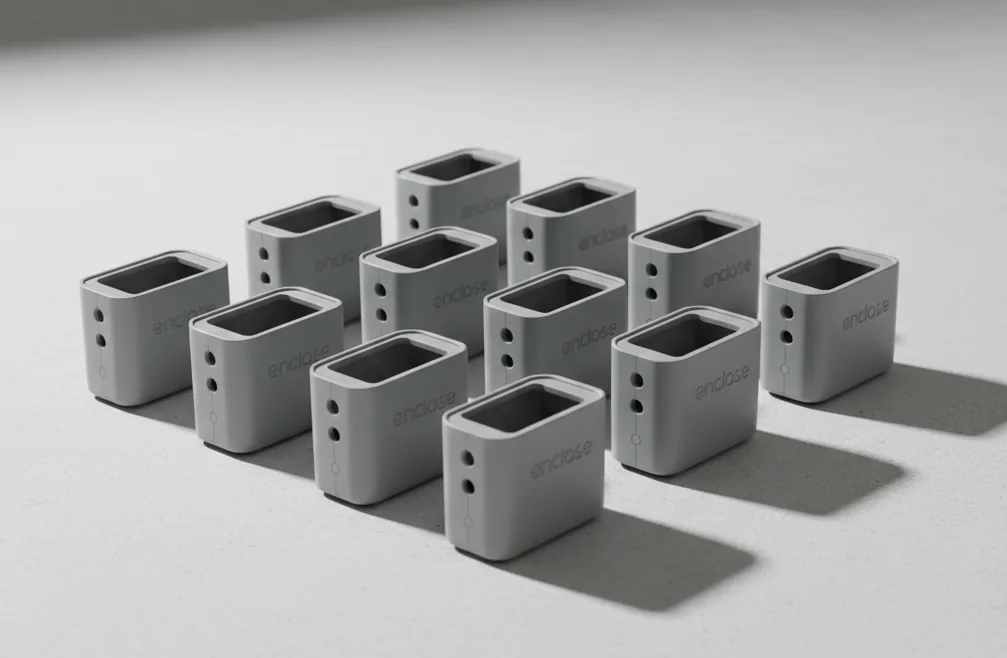
Pressure Casting
A highly cost-effective method for low-volume production. Using silicone molds created from SLA master patterns, we cast high-quality polyurethane parts that are better and more cost efficient than injection molding.
Explore Pressure CastingStreamlined Process
From digital file to physical part in days. Our automated quoting and efficient production lines ensure rapid delivery.
Upload your STL file
Securely upload your 3D CAD models to our platform. We accept standard STL and STEP formats.
Get instant price
Select your materials, finish, and quantity. Our automated system provides an immediate, binding quote.
We manufacture & ship
Your parts go straight into production. We perform rigorous QA before shipping directly to your door.
Why Enclose
Industrial-grade printers and casting machines, professionally maintained and precisely calibrated to deliver consistent, repeatable results on every order.
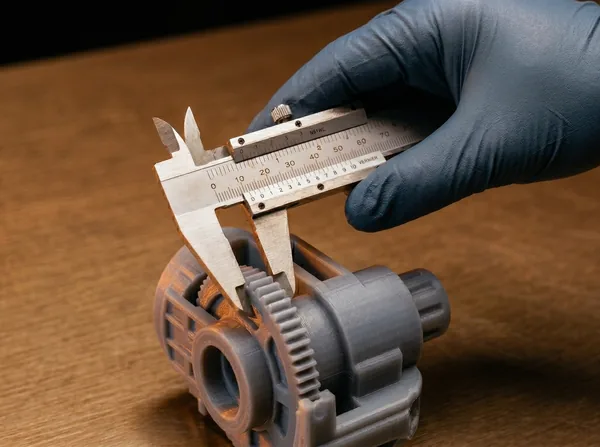
Precision tolerances
±0.05mm accuracy. Your parts fit, every time.

Fast turnaround
Your parts ready in 48–72 hours. Fast, reliable delivery.

Engineering materials
Tough, flexible, transparent, high-temp resins and casting urethanes for every application.

Instant pricing
Upload your STL, configure your options, and receive an accurate quote instantly.
Our Materials
Every material is production-grade and stocked in-house. Choose the right one for your application — or ask us.
SLA Resin Printing
5 Materials
Sharp details, smooth surface finish. Ideal for prototypes, display models and design reviews.
High stiffness and impact resistance. Perfect for snap-fits, enclosures and functional assemblies.
Rubber-like flexibility. Used for gaskets, grips, seals and soft-touch components.
Absorbs repeated stress without failure. Suited for brackets, levers and impact-critical parts.
Certified biocompatible. For surgical guides, orthodontic models and body-contact applications.
Pressure Casting
5 Materials
Hard and dimensionally stable. Ideal for housings, enclosures and load-bearing brackets.
Balanced strength and flex. Used for panels, covers and over-molded assemblies.
Soft, rubber-like feel. For seals, grips, bumpers and soft-touch components.
Water-clear clarity. For lenses, light guides and transparent display covers.
UL94 V-0 certified. For electronics enclosures and safety-critical applications.
Every part leaves our facility meeting engineering-grade quality standards.
Technical Specifications & Design Guidelines
Precision parameters, process tolerances and design rules — engineered to production standards.
Process Comparison Matrix
| Metric | SLA Resin | Pressure Casting | Injection Molding | CNC | FDM |
|---|---|---|---|---|---|
| Dimensional Accuracy | ±0.05 mm | ±0.1–0.3 mm | ±0.05–0.1 mm | ±0.01–0.05 mm | ±0.2–0.5 mm |
| Min. Wall Thickness | 0.6 mm | 1.0 mm | 0.8 mm | 0.5 mm | 1.2 mm |
| Surface Finish (Ra) | 0.4–1.6 µm | 0.8–3.2 µm | 0.1–0.8 µm | 0.4–3.2 µm | 6.3–25 µm |
| Lead Time | 1–3 days | 5–10 days | 4–12 weeks | 3–7 days | 1–2 days |
| Min. Order Qty | 1 | 1 | 500+ | 1 | 1 |
| Tooling Cost | None | Low (silicone) | Very High (steel) | None–Low | None |
* Typical ranges. Actual results depend on geometry, material and part size.
Design Guidelines
Wall Thickness
SLA- —Min. 0.6 mm structural; 0.8–2.0 mm recommended
- —Uniform thickness reduces warping and internal stress
Holes & Channels
SLA- —Min. hole ∅ 0.5 mm (vertical) / 1.0 mm (horizontal)
- —Blind holes: depth ≤ 2× diameter for resin drainage
Tolerances & Fits
SLA- —Clearance fit: add 0.2–0.3 mm gap between mating parts
- —Press fit: 0.05–0.1 mm interference; use heat-set inserts for M3 and smaller
Draft Angles
Casting- —Minimum 1° draft on all vertical faces for clean mold release
- —2–3° recommended for textured surfaces
Ribs & Bosses
Casting- —Rib thickness ≤ 0.6× adjacent wall to prevent sink marks
- —Boss outer ∅ = 2× wall thickness; add gussets for tall bosses
Post-Processing Options
| Process | SLA | Pressure Casting | Notes |
|---|---|---|---|
| Support Removal | ✓ | — | Included |
| Sanding / Smoothing | ✓ | ✓ | 120–2000 grit |
| Primer & Painting | ✓ | ✓ | RAL colors / 2K topcoat |
| Metal Inserts | ✓ | ✓ | M2–M8 |
| Clear Coating | ✓ | ✓ | UV-resistant |
| Integral Dyeing | — | ✓ | In-resin pigment |
| EMI Shielding | ✓ | ✓ | Cu/Ni conductive spray |
Frequently Asked Questions
Ready to bring your design to life?
Join innovative engineering teams relying on Enclose for their prototyping and production needs.